


新能源电池铜软连接作业指导书规范版本
2023/9/28 来源:铜排软连接专业生产工厂 点击次数:
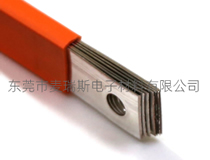
新能源电池铜排中有一部分产品是铜软连接,采用0.1的铜箔焊接成型,该产品的工序多,人工依赖程度高,在生产作业时一定要做好管控才能把质量做好。软铜排生产厂家一定要指定严格的作业指导书,规范员工的操作,这样才能避免出现产品质量问题与员工工伤等。

铜软连接产品质量要求规范:
1.外观无压痕、气泡、凹坑、分层等缺陷;
2.压焊厚度:1+0.2/-0.1mm;
3.搭焊厚度:6+0.2/-3mm;
4.焊接强度:中间剥离力≥50N ;
|
焊接描述 |
焊接温度 |
焊接压力 |
焊接电流 |
焊接时间 |
续压时间 |
|
压焊增量段28mm/等长段20mm/等长段26mm |
590-600℃ |
1-2MPa |
90-110A |
10-20S |
0-5S |
|
压焊增量段36mm |
590-600℃ |
1.5-2.5MPa |
90-110A |
10-20S |
0-5S |
|
搭焊17mm*17mm |
380-450℃ |
0-1.5MPa |
90-110A |
10-20S |
0-5S |
新能源电池铜软连接作业指导书规范:
1.切镍片与铜箔时,作业员戴手套/指套去除包扎镍片使用的电线膜,并整理镍片四边平整;
2.铜软连接焊接过程中需戴手套作业,防止烫伤;
3.需严格按照《高分子扩散焊机操作规程》作业,避免工伤。
4.高分子焊接前,焊接员调整焊接参数,进行焊接;
5.待焊接完成,取出焊接材料,放入装有冷水的水槽中冷却后,置于周转筐滤水;
6.达到一定数量后,清点数量并填写工艺流程卡,一同转入冲孔工序。
微信扫一扫,联系我们:


东莞市麦瑞斯电子材料有限公司
电话:0769-82203506
传真:0769-82203550
邮箱:alan@maruix.cn
地址:东莞市横沥镇裕宁工业区
麦瑞斯推荐资讯 / Recommended News
-
致力于成为新能源铜铝排定制加工的快速交付工厂-合作客户超500家
支持样品与小批量定制,报价1天,样品3天,小批量7天,大批量10天!
通过ISO9001:2015、ISO14001:2015与IATF16949:2016体系认证,广东省高新技术企业。
拥有经验丰富的研发、制造和品保团队,严格按照客户质量要求,准时交付!麦瑞斯公司介绍.PDF【点击查看】
- (2024/3/11) 叠层铜排软连接导电载流量的计算公式
- (2017/9/21) 新能源汽车锂电池铜排解决方案介绍
- (2019/8/24) 工程必看的铜箔软连接的绝缘层4种加工方式
- (2024/3/18) 软连接铜排温升对导电的影响与软铜排载流量计算公式
- (2024/2/23) 新能源汽车动力电池包设计要求与标准
- (2024/3/12) 软铜排比一般冲压硬铜排单价高的原因
- (2019/10/23) 铜排软连接的加工流程与生产时常见问题
- (2017/7/4) 铜排软连接焊接两种焊接技术的比较
- (2024/3/14) 新能源汽车电池导电采用铝排软连接的几大好处
- (2019/6/15) 有一种铜排叫绝缘软母排-工程设计人员有必要了解一下